Во время работы лента испытывает сотни тысяч сгибов. Для получения прямолинейного реза лента должна быть натянута. Следовательно, в процессе эксплуатации на ленточную пилу действуют напряжение растяжения, сжатия и изгиба. Чтобы пила могла нормально работать в таких сложных условиях, необходимо тщательно подбирать ее параметры. Материал пилы должен обеспечивать ее высокую жесткость при рабочих температурах, сохранять разведение и иметь гладкую поверхность.
ООО «Лесинвест» Нижний Новгород | Кстово| Зелёный Город +7 (831) 423-91-31
Эксплуатация ленточных пил

Категория Статьи
Особенность эксплуатации ленточных пил по сравнению с рамными состоит в том, что их зубцы врезаются в древесину с большой скоростью и подвергаются ударным напряжениям.
Определение размера пилы
Выбор толщины пилы зависит от напряжений изгиба на шкивах. При максимальном напряжении изгиба 200 МПа соотношение между толщиной пилы S и диаметром шкивов D ш выражается зависимостью S ≤0,001 D ш , мм.
Ширина ленты пил для распиловки бревен не должна превышать ширину обода шкива более чем на 10 мм.
Подачу на зубец выбирают из справочной или учебной литературы в зависимости от требуемой высоты неровностей обработанной поверхности.
Высота зубца h с должна быть h с =0,25t с – для разбавленных зубцов и h с =0,35t с – для плющенных.
Впадина должна быть такой, чтобы в ней помещались опилки, срезанные зубцом. Отношение свободного объема опилок к срезанному слою составляет: для сухой твердой древесины 3:1; для мягкой свежей древесины 6:1.
Угловые параметры
Для эксплуатации пил важно правильно выбрать угловые параметры.
Рекомендуемые передние углы, принятые в Европе для разведенных зубцов широких пил с лентой толщиной 1,0 мм, являются:
| Тип породы | Угол |
|---|---|
| твердые породы | 12–20° |
| мягкие породы | 20–25° |
| осина, тополь | 25–35° |
Если лента тоньше, то принимают меньшие значения, а если толще – больше.
Для плющенных зубцов передний угол необходимо выбирать чуть больше. Например, в США для распиловки мягкой древесины она составляет 20–28°. Чем больше скорость подачи, тем больше должен быть передний угол:
| Скорость подачи | Угол |
|---|---|
| до 8 м/мин. | 15° |
| 8–30 м/мин. | 20° |
| 30-50 м/мин. | 25° |
| 50-60 м/мин. | 30° |
| 60-80 м/мин. | 35° |
Скорость резки пилы зависит от породы распыляемой древесины и нагрузки на нее. Для твердых пород она должна составлять 35–40 м/с, а шпильковых – 45…50 м/с.
Во время пиления необходимо охлаждать пилу для предотвращения ее нагревания до температуры более 50–60°С. Если распиливают смолистую древесину, то для охлаждения пилы и снятия с нее смолы используют раствор моющих веществ.
Причины разрыва
Узкие колодопильные пилы могут разрываться по следующим причинам:
- пилка перегружена на режущей кромке;
- недостаточный или очень большой передний угол зубьев;
- недостаточное или слишком большое разведение зубцов;
- зубцы разведены на всю высоту;
- неодинаковая глубина впадин;
- очень высокий зубец;
- очень малый радиус кривизны впадины;
- изношенные ремни или под ними есть опилки.
При распылении пилами мягкой древесины скорость подачи должна быть меньше, чем при распиле твердых пород древесины. Чем мягче порода, тем больше должна быть величина разведения, передний угол и высота зубца. И наоборот: чем жестче порода, тем меньше величина развода, передний угол и высота зубца.
Эксплуатация
Ленточные пилы при работе должны выступать над кромкой обода шкива примерно на высоту зубца, но ни в коем случае нельзя изменять величины этого выступа за время одного оборота шкива. Если пилка за один оборот шкива то подается вперед, то отходит назад, тогда при резке она будет затупляться неравномерно. Зубцы, которые будут пилить в момент смещения пилы вперед, затупляться очень быстро. Пила в этих местах начнет вытягиваться, вибрировать и будет часто разрываться, поскольку вибрации приводят к старению стали.
Если пилка на нерабочем ходу установлена правильно, а во время работы отходит назад, это свидетельствует, что зубцы спрофилированы неверно, в частности, имеют малый передний угол и малую впадину. Это будет происходить и тогда, когда зубцы затуплены.
Чтобы предотвратить образование трещин в межзубцевой впадине, необходимо снимать фаску (рис. 1).
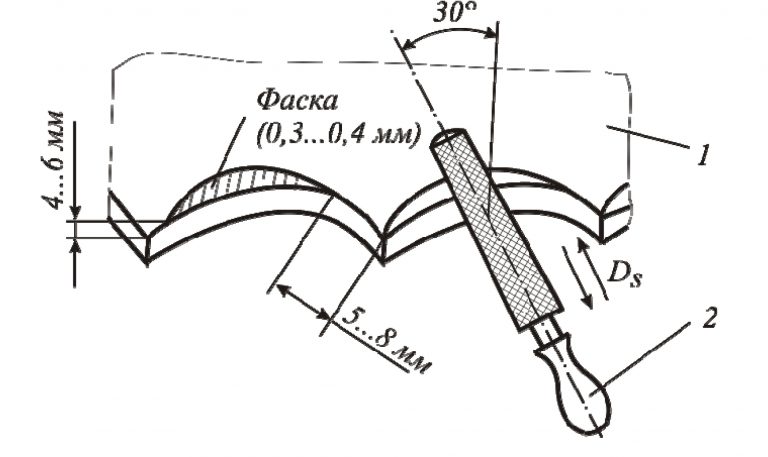
Рис. 1. Схема снятия фаски: 1 – пилка; 2 – бархатный круглый или полукруглый напильник
Фаску удобно снимать непосредственно на ленточнопилочном станке. Поскольку на внутренней стороне пилы возникают максимальные напряжения, то с него и снимают фаску, перемещая напильник по направлению подачи два-три раза. Фаска уменьшает возможность образования утомительных трещин.
Нужно помнить, что для уменьшения усталости металла также желательно заменять даже острые пилы через каждые два часа непрерывной работы. Для этого предприятие должно иметь несколько комплектов пил, чтобы обеспечить пиле отдых не менее 12 часов. Затачивать затупленные пилы необходимо через 4–5 часов после снятия их со станка. Если пила долго не работает, то нужно устранить ее натяжение.
При эксплуатации пилы могут выламываться зубцы. Отремонтировать такую пилу можно, приварив новые зубцы.
Для приварки зубцов используют зажим в виде скобы – струбцины с тремя винтами (рис. 2).
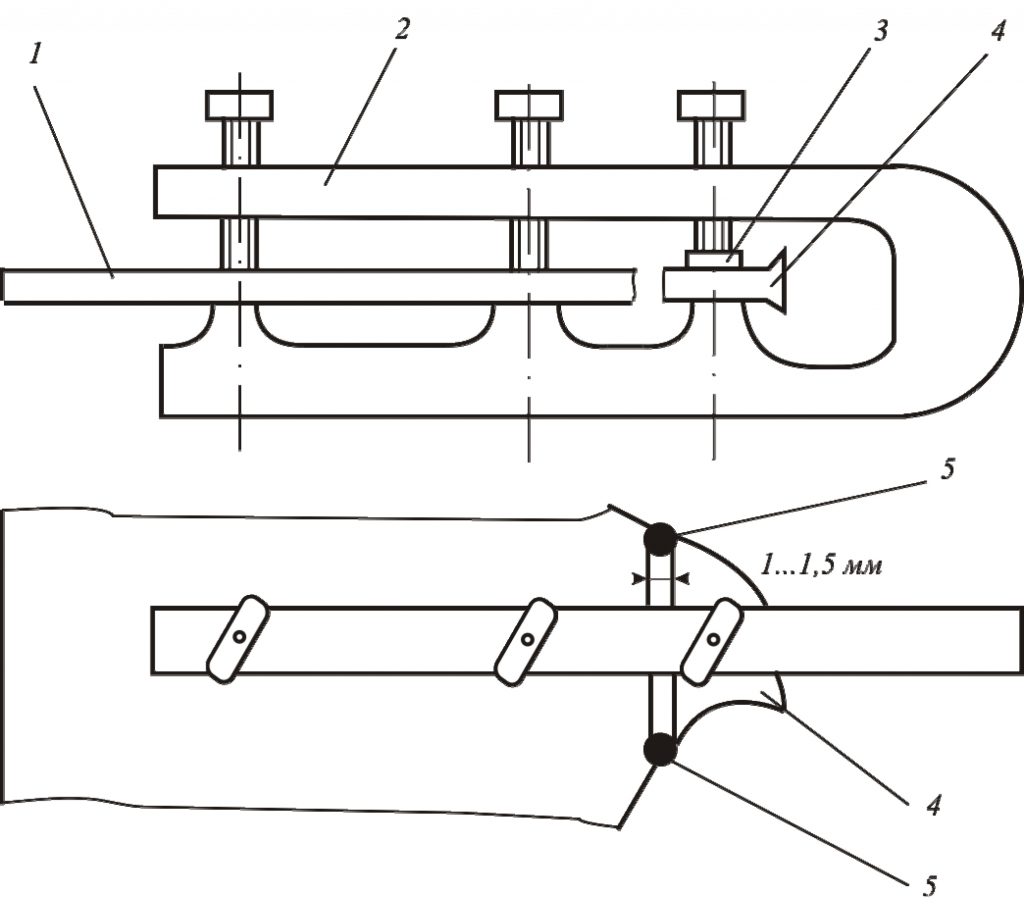
Рис. 2. Положение зажима на зубце при его приварке к ленточной пиле: 1 – пилка; 2 – струбцина; 3 – медная шайба; 4 – заготовка зубца; 5 – место предварительной приварки
Кромку, оставшуюся на ленте от сломанного зубца, выравнивают зубилом и опыляют напильником. Из ленты такой же толщины вырезают соответствующую по форме заготовку зубца с припуском. Затем ленту и заготовку зубца фиксируют зажимом. Двумя винтами зажим фиксируют на пиле. Один винт придерживает заготовку зубца в 1,0–1,5 мм от ленты. Зубец предварительно приваривают к ленте и снимают зажим. Затем с помощью газовой горелки производят сварку.
Для выхода шва используют медные или стальные пластинки. Сразу после сварки сварной шов термообрабатывают. Сам шов и место рядом с ним постепенно нагревают до темно-красного цвета с охлаждением на воздухе. Место приваривания не должно быть тверже тела пилы.
Подготовка трещины к завариванию заключается в засверливании ее конца сверлом диаметром 3 мм и в образовании вдоль трещины промежутка шириной 1,0–1,5 мм. Место сварки и присадочный прутик зачищают стальной щеткой и шлифовальной шкуркой. Образовавшийся во время сварки валик сошлифовывают шлифовальной машинкой или напильником, затем зачищают шлифовальной шкуркой. Шлифовальные риски должны иметь направление вдоль ленты.